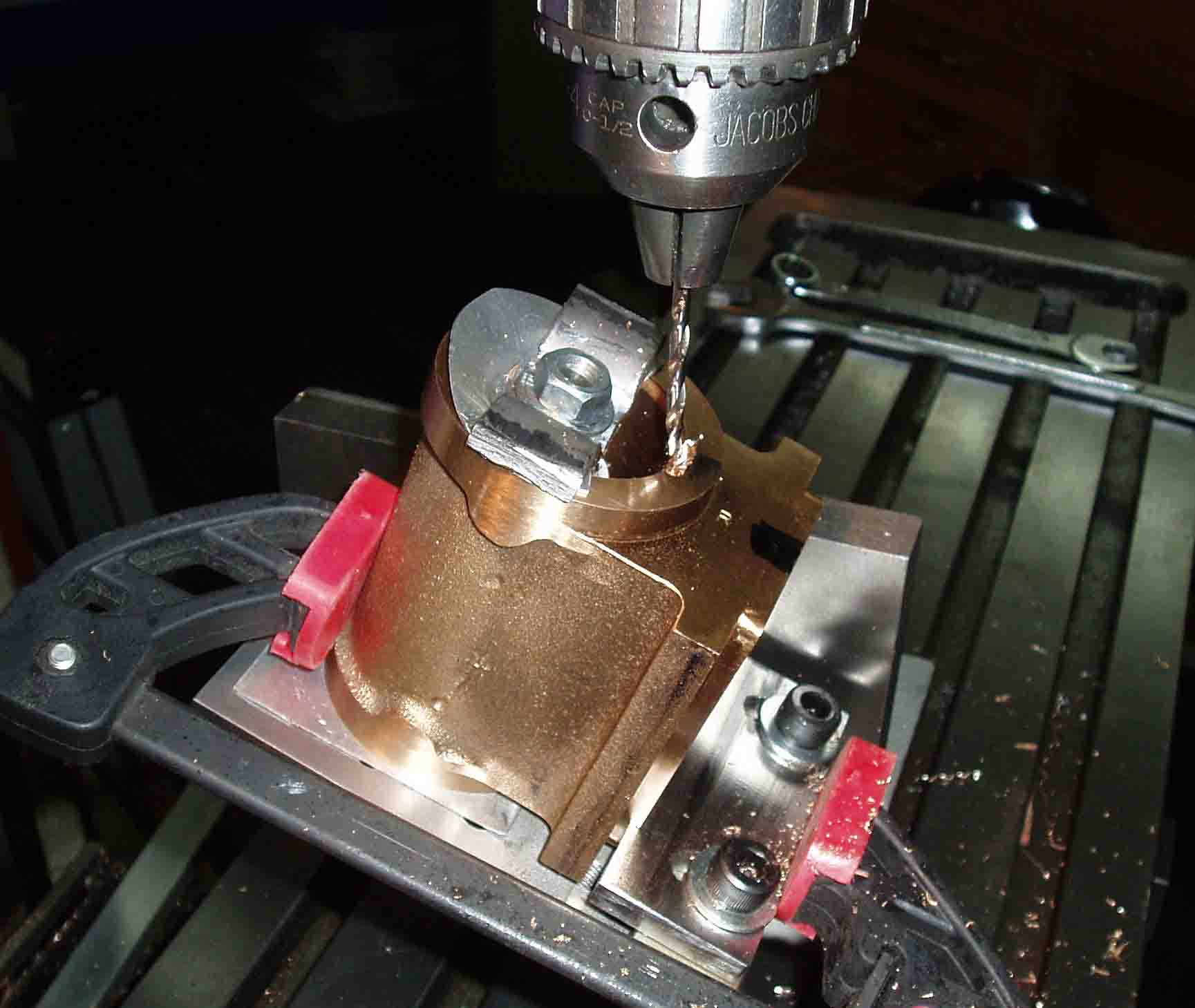
Drilling Steam Passages
Two angle plates were used to make an "adjustable" angle plate,
the cylinder was bolted down using "all-thread", a "cranked" or "dipped" clamping plate was made so that the projecting "all-thread" and nut cleared the drill.
A slotted plate (held by allen head set screws) was used to accurately and repeatably position the cylinders.
Three parallel holes were drilled, the webs between them was then milled out with a purpose built tool made from silver steel to form one steam passage.
Back
to Thumbnails Page